Colin Szeto

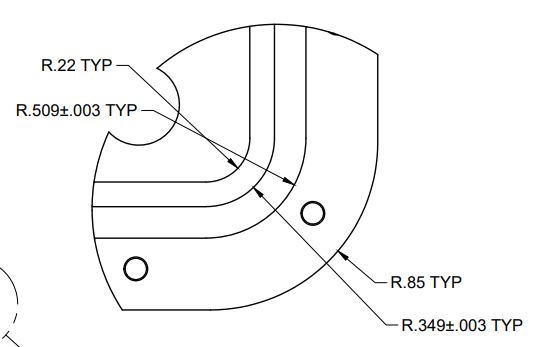
Attempting to create the ring clamps through scaling the technical drawing 1:1 scale in CAD. Utilized revolve functionality.

Printed out test clamps to verify geometries
Colin Szeto
Attempting to create the ring clamps through scaling the technical drawing 1:1 scale in CAD. Utilized revolve functionality.
Printed out test clamps to verify geometries
Colin Szeto
Finished standing down clean the 19cm legs
Current leg options
For each of the leg options the magnetic gripper is a bit too high off the ground.
Adding in 10 mm spacer to lower the claw lower to the ground
Before
After
Colin Szeto
Measuring the dimensions of the Torqeedo motors utilizing cardboard templates
.png "all cardboard stencil")
Originally cardboard was utilized to figure out the curvatures of the Torqeedo motors.
Each cutout was used to progressively refine the shape
The cardboard geometry was then refined and transferred onto a wooden board. This was to allow for fine tuning the geometry of the shape with a dremel.
The added benefit of creating the templates out of wood is that it can retain its shape better than cardboard
Transferring the carved out jigs into CAD
Printing out test parts to test the accuracy of the jigs’ measurements
Inspiration for the Gimbal here
Edited the forward facing camera to be gimbaled
Edited the downward facing camera mount to interface with the low light camera
Side view of the FOV of the downward facing camera
Back view of the downward facing Camera FOV
Colin Szeto
Objective was to verify the feasibility of the assembly and dimensions of the motor guard around the
physical motor before laser cutting more expensive material. With no easy access to a laser cutter,
representations of the different motor guard components were laid out in 8.5 by 11 sectors to be printed
out and stitched together for 1:1 scale templates. These templates were used to guide cutting out
the designs from foam core material.
This layout of the motor guard components was created in AutoCad. The red line represented the
outline of the parts to be cut, the purple lines represented the edges of the paper, the yellow boxes
were for page alignment. The team was unable to print out each section individually.
The layout of the parts was replicated in Adobe Illustrator. Artboards were placed next to one another.
This enabled splitting the design to be printed out on 8.5 by 11 sheets of paper.
8.5 by 11 pieces of paper taped together
The foam core was roughed out to the general dimensions of the design to enable multiple people
working in parallel.
Zoomed into the capping ring.
Zoomed into the intermediate ring.
In this template there are 6 pieces of paper stitched together. The template began to fall apart when we
started to cut away the material.
For circular designs we will need to center the circles on the intersection of 4 pieces of paper.
This reduces amount of joints of paper and provides a more robust template to cut around
The negative space of the parts that were not required to be kept were darkened. This communicated
essential features versus alignment features of the individual pieces of paper
Here was all the material that needed to be removed to hit the desired geometries
Here was the final installation of the risk reduction model onto the motor
Isometric view of the foamcore motor guard
Lessons learned from the risk reduction:
The motor geometry is curved, this caused deflection in material
The small inner ring was unable to be installed in one piece. Current installation required the inner ring to be cut into two pieces to be installed into the assembly
The two smaller ring distance needed to be shorted to reduce the forward and backwards slop due to the vertical airfoil not adequately supported
The 7mm stub broke off, there was an attempt in utilizing a 6-32 ⅞ socket head screw. This was broken when the drone platform was being stowed in between the pontoons and the cart stuck the top platform of the wam-v
Side view cross section
Currently the
Side view with the hole extended through the entire part
Able to add screw to reinforce
Button head screws will interfere with the 8020 rail that the cart slides on
Could have the screw head on the outside of the part
section analysis bearing holder with flat head
The flat heads doesn’t intersect the 8020
The clearance between the edge of the flat head and the bar is 4 thousands of an inch
The screws used in the bearing cart (all screws multiplied by 8)
Colin Szeto
Here with the payload plate mounted onto the rail inserts the pins were not able to insert through the holes
By adding spacers between the t rail and the payload plate this eliminated the force the payload plate was pushing on the rail blocks and allowed the pin to slide through the holes easily
Interference was found between the magnetic claw interface plate and the mourning rail. This was due to the socket head m3 screws not modeled into the drone CAD
The drone causes quite a bit of down draft, in testing environments we want to eliminate debri jumping from the ground and cracking the oak-d lite glass lense.
We repurposed plastic sheets used for face shield as the camera cover
The plastic was cut to size to be glued onto the oak-d lite camera holder
The glue up was transferred to the vice to apply even constant pressure along the mated faces
This is the final result with the plastic adhered onto the front of the oak-d lite case
Here is both the HSI camera and the bottom facing oak-d lite mounted onto the payload rail mounted on the drone
Colin Szeto
Printed out in ABS a 3 part work holding Jig with the holes printed into the top and sides. Enables meeting the desired tolerances with available tools in the lab.
Attached this fancy clamp to the drill press for locating the rough location of the holes. There is some backlash between the x and y screws so holding the jig in place by hand is still necessary.
One problem has been chip clearing. This has been caused by keeping the part within the holders for all 3 drilled holes. This can be remedied through extracting the part out of the clamps and clearing the chips between the drilling.
New jig will take 2 hours.
Later on this jig was not required as the the cut rails were cut slightly larger than one another. This was unintentional but aided in work holding.
First to fourth
1.5085
1.5105
1.5235
1.5430
The material was inserted into the jig from smallest to largest. This meant that the jig would be slightly enlarged after each set of hole drilling. Yet due to the rail increase in length the jig would still snug around the part.
Parker handbook 4.3 Face Type Seals “Face type seals are sometimes rectangular. In designing such a seal to receive a standard O-ring, th...